河南智诚测控科技有限公司为您免费提供螺旋计量秤,电子螺旋秤,螺旋秤等相关信息发布和资讯展示,敬请关注!
- 服务热线
- 13598675635


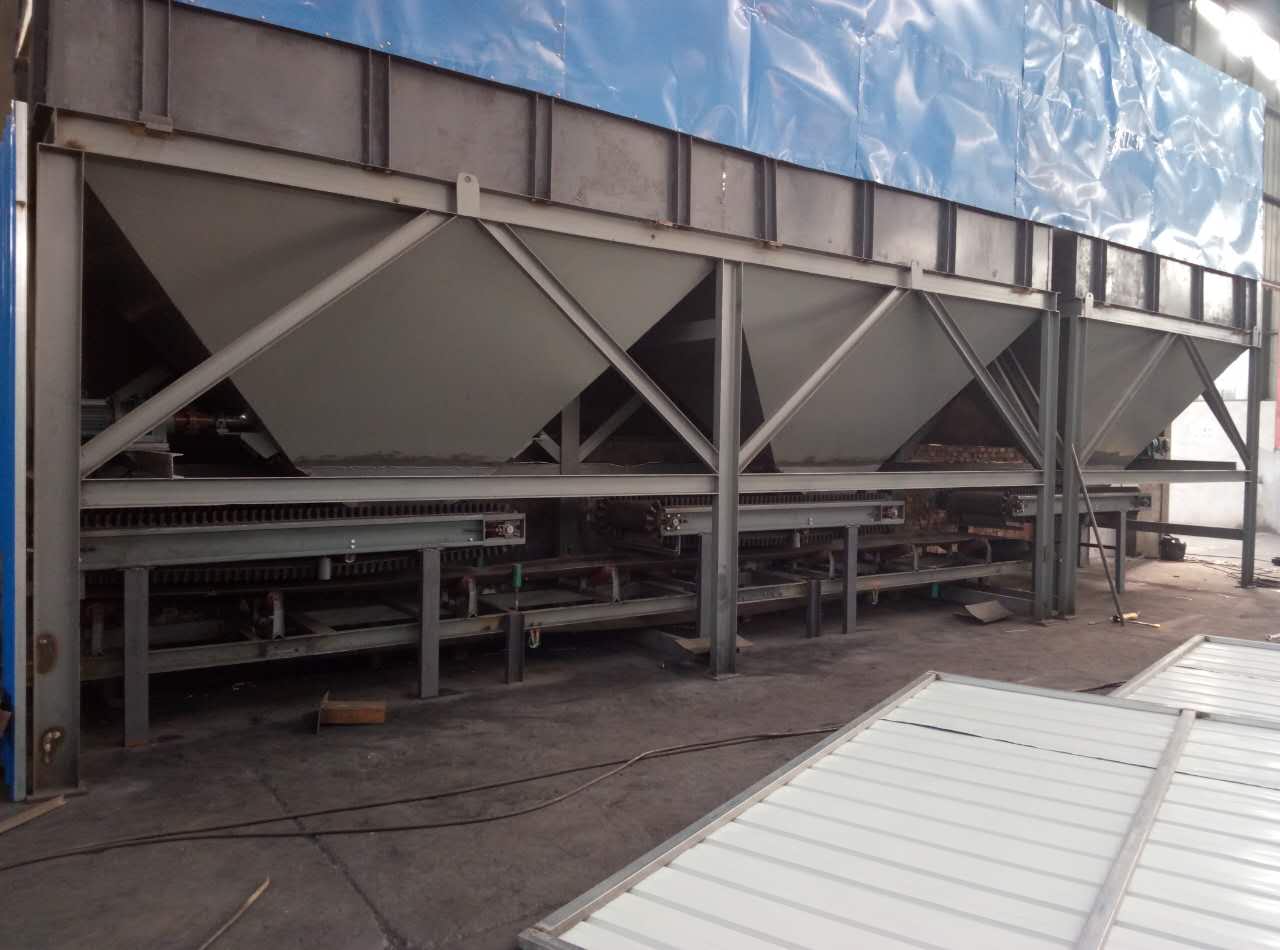
多仓配料称重系统是一种高度集成的工业自动化设备,其主要功能在于精确控制多种物料的配比与重量,确保生产过程的稳定性和产品质量的一致性。以下是该系统的主要功能概述:
1. 精确称重与配料
高精度测量:采用高精度的称重传感器(如应变片式传感器),能够实时、准确地测量各仓内物料的重量,精确到克或毫克级别,满足高精度生产要求。
自动配料:根据预设的配方和生产需求,系统能自动计算并控制各物料的投放量,确保配料比例准确无误。
2. 自动化控制
智能调节:通过可编程逻辑控制器(PLC)等控制核心,系统能够实时监测物料重量变化,并自动调节阀门或输送设备,实现物料的自动加料和减料。
多程控制:支持多仓同时操作,能够灵活应对复杂的生产工艺,提高生产效率。
3. 数据记录与追溯
数据采集:系统配备数据采集模块,能够实时记录每次生产的配料数据,包括物料重量、配料时间等关键信息。
数据追溯:提供完善的数据追溯功能,有助于在出现质量问题时快速定位原因,进行针对性的改进和优化。
4. 灵活性与可扩展性
非标化服务:系统可根据生产需求进行非标开发,满足不同行业、不同规模企业的生产需求。
易于升级:随着生产工艺的改进和新技术的发展,系统易于进行功能扩展和性能升级,保持与生产需求的同步。
5. 人性化操作界面
直观显示:采用触摸屏或工业计算机作为操作界面,提供直观的图形化显示和友好的用户交互体验。
简便操作:操作人员可以轻松设置配方、监控生产进度和调整系统参数,降低操作难度和劳动强度。
综上所述,多仓配料称重系统通过精确称重、自动化控制、数据记录与追溯、灵活性与可扩展性以及人性化操作界面等功能,为现代化生产提供了高效、可靠、智能的解决方案。




 13598675635
13598675635 
 点击留言
点击留言 